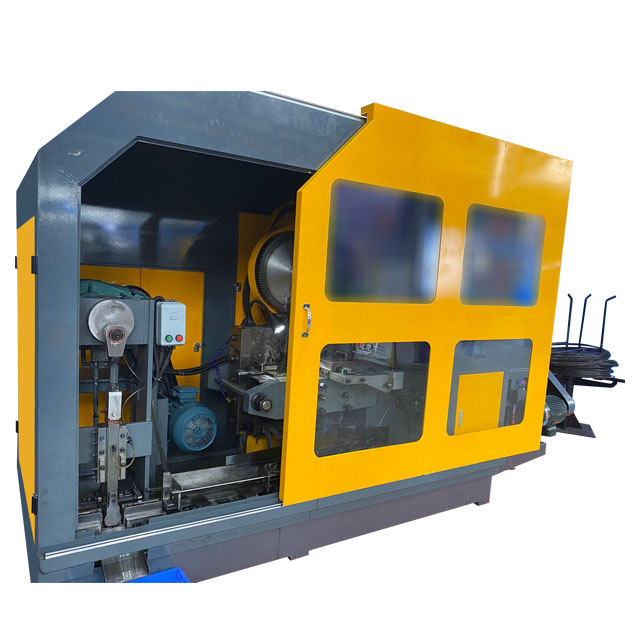
Mutterin kierteiden sorvaustekniikka: Työkappaleen sisä- ja ulkokierteiden koneistamiseen on kaksi päämenetelmää, kierteiden leikkaaminen ja kierteiden valssaus.
1. Langan katkaisu
Yleensä se viittaa menetelmään, jossa käytetään muotoilutyökaluja tai hiomatyökaluja kierteiden käsittelyyn työkappaleessa. Kierteitä sorvattaessa koneen voimansiirtoketju varmistaa, että sorvaustyökalu, jyrsin tai hiomalaikka liikkuu tarkasti ja tasaisesti työkappaleen aksiaalisuunnassa yhden johdon verran työkappaleen kierrosta kohti.
Soveltuu lyhyiden kierretyökappaleiden valmistukseen keskisuurilla tai suurilla määrillä hienojen hampaiden sorvaukseen. Sorvin yleisen sorvauksen puolisuunnikkaan muotoisten kierteiden nousutarkkuus voi saavuttaa vain tason 8-9 (JB2886-81).
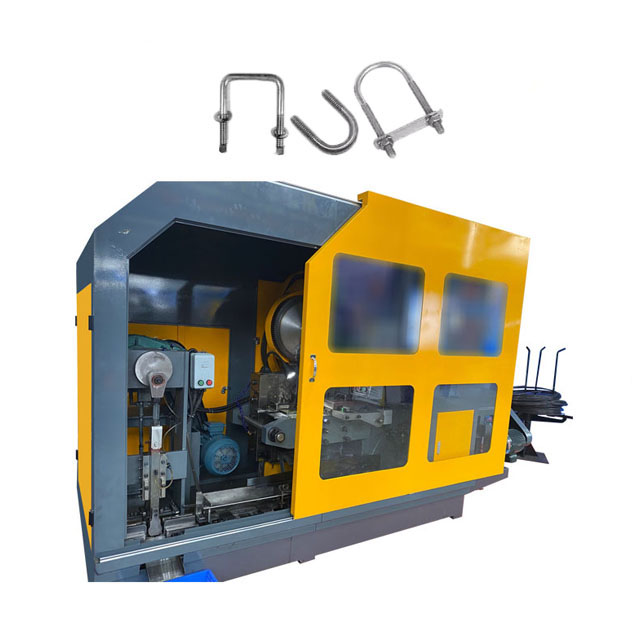
2. Langan rullaus
Prosessointimenetelmä kierteiden saamiseksi käyttämällä muovaus- ja valssausmuotteja työkappaleen plastisen muodonmuutoksen aiheuttamiseksi. Soveltuu vakiokiinnittimien ja muiden ulkokierteillä varustettujen kierreliitosten massatuotantoon. Ulkohalkaisija ei yleensä ylitä 25 mm ja pituus ei ylitä 100 mm. Kierretarkkuus voi olla tasolla 2 (GB197-63).