Taontamenetelmä tangon tai langan yläosan karhentamiseksi huoneenlämpötilassa. Kylmäpäätä käytetään pääasiassa osien, kuten pulttien, muttereiden, naulojen, niittien ja teräskuulien valmistukseen. Taontamateriaaleja voivat olla kupari, alumiini, hiiliteräs, seosteräs, ruostumaton teräs ja titaaniseos, materiaalin käyttöasteella 80-90%.
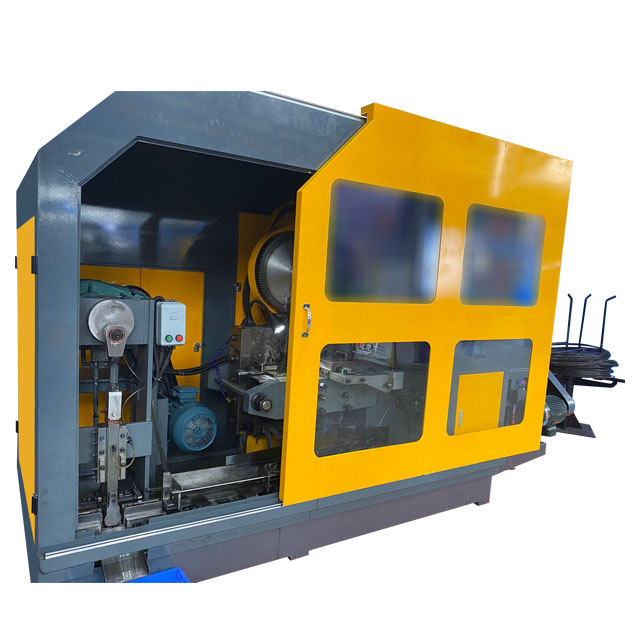
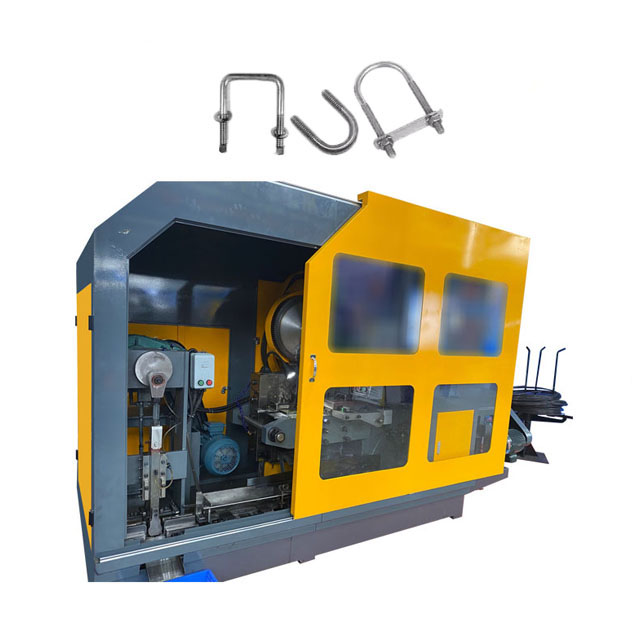
Kylmä suuntasuoritetaan usein erikoistuneilla kylmäpäällystyskoneilla, mikä mahdollistaa jatkuvan, moniasemaisen ja automatisoidun tuotannon. Kylmäpäätykoneessa on mahdollista suorittaa peräkkäin prosesseja, kuten leikkaaminen, päättäminen, akkumulointi, muovaus, viiste, langan valssaus, halkaisijan pienentäminen ja reunaleikkaus. Korkea tuotantotehokkuus, jopa 300 kappaletta/minuutti tai enemmän, enintään 48 mm:n halkaisijalla kylmäpäistetyille työkappaleille. Kuvan 1 kylmäsuuntaisen pulttiprosessin kaavio on tyypillinen kylmäsuuntaisten pulttien prosessi. Kuvassa 2 esitetty moniasemainen mutteriautomaattinen kylmäpäällystyskone on moniasemainen mutteriautomaattinen kylmälinjauskone. Tankomateriaali syötetään automaattisesti tietylle pituudelle syöttömekanismilla, ja leikkausmekanismi leikkaa sen aihioiksi. Sitten puristinkuljetusmekanismi lähettää sen peräkkäin kokoamispuristus- ja lävistysasemille muovausta varten.
Kylmäsuuntaisessa menetelmässä kylmäsuuntaiset koneet voidaan jakaa kahteen tyyppiin niiden eri voimansiirtotapojen perusteella: mekaaninen voimansiirto ja hydraulinen voimansiirto. Mekaanisia vaihteistoja on kahta tyyppiä: manuaalinen ja sähköinen. Sähköiset ja manuaaliset kylmäpäällystyskoneet soveltuvat 4-5 mm halkaisijaltaan vähähiilisten teräslankojen kylmäpäittämiseen. Hydraulinen voimansiirto voidaan jakaa edelleen kahteen tyyppiin sen suorituskyvyn perusteella: hydraulinen teräslangan kylmäsuuntauskone ja hydraulinen terästanko kylmäsuuntainen kone.